
Why Input Solution Key Membrane Protection Matters in Modern Devices
Why Input Solution Key Membrane Protection Matters in Modern Devices
When my device stopped working during a critical project, I quickly realized the input solution key membrane had failed. I learned that protecting this membrane is essential for any keyboard or device. The input solution key membrane shields sensitive components from dust, moisture, and heat. Without proper membrane protection, I have seen keyboards malfunction, leading to costly downtime and frustration. Research shows that over 25% of device failures come from environmental stresses, but advanced membrane solutions like gasket switches and MicroVENT Acoustic Membranes cut these risks. These membrane technologies keep keyboards reliable, extend device life, and boost user satisfaction.
Key Takeaways
- Protecting the input solution key membrane is vital to keep devices working well and avoid costly failures caused by dust, moisture, heat, and mechanical stress.
- Membrane keyboards need strong sealing and high protection ratings like IP67 to resist harsh environments, water, and dust, especially in industrial and medical settings.
- Regular cleaning, careful installation, and using quality materials help maintain membrane keyboard performance and extend device lifespan.
- Flexible membrane keyboards offer quiet, durable, and customizable input solutions that fit well in portable and space-limited devices.
- Advanced materials, coatings, and sealing technologies improve membrane durability, hygiene, and reliability, ensuring keyboards perform consistently in tough conditions.
Input Solution Key Membrane Basics
What Is an Input Solution Key Membrane
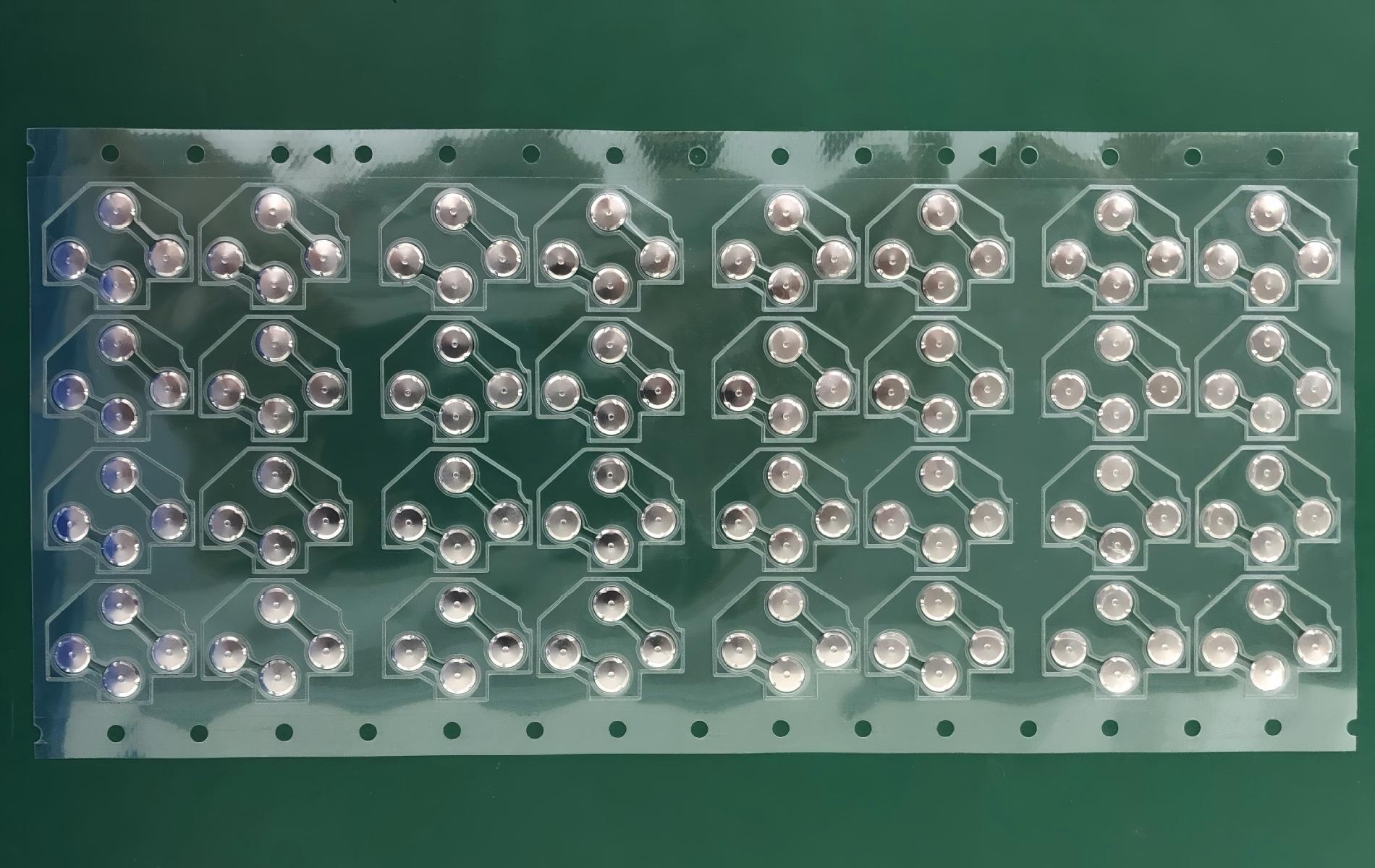
When I examine any modern input device, I notice the input solution key membrane at its core. This membrane acts as the primary interface between the user and the device. It consists of several layers that work together to ensure reliable operation. The top layer, often made from polyester or polycarbonate, displays the input characters and icons. Underneath, domes provide tactile feedback, making each keyboard press feel distinct. A spacer layer separates the conductive layers, defining how far each key travels. The circuit layer contains printed conductive paths, usually made from silver or carbon-based inks, which carry signals to the device’s controller. The bottom layer completes the electrical circuit and influences both sensitivity and durability.
I have seen how the insulating layer prevents short circuits by ensuring only the pressed key’s path activates. In some advanced designs, the membrane sits on a PCB made from copper-clad laminate, with gold plating for corrosion resistance. This structure allows the input solution key membrane to serve as a compact, efficient interface for a wide range of input solutions.
Tip: The flexible, layered design of membrane circuits makes them ideal for compact devices where space and reliability matter.
Role in Device Functionality
The input solution key membrane plays a critical role in the overall functionality of any keyboard or interface. I rely on this membrane to deliver consistent performance, even in demanding environments. Its durability allows it to withstand heat, humidity, and exposure to chemicals, which is essential for industrial and medical applications. The smooth, sealed surface makes cleaning easy, supporting hygiene in sensitive settings.
| Aspect | Contribution to Modern Devices |
|---|---|
| Durability | Withstands harsh conditions, ensuring long-term reliability. |
| Cost-Effectiveness | Keeps production costs low without sacrificing quality. |
| Customizability | Adapts to specific device needs, improving usability and appearance. |
| Ease of Cleaning | Supports hygiene with a smooth, sealed surface. |
| Space-Saving Design | Enables slim, lightweight devices without losing functionality. |
| Reliable Performance | Provides tactile feedback, reducing input errors and improving satisfaction. |
| Wide Application | Powers consumer electronics, industrial equipment, and medical devices. |
I have found that a well-designed input solution key membrane not only improves the interface but also extends the lifespan of the keyboard and the device itself. Its reliable functionality ensures that every input is registered accurately, making it a cornerstone of modern input devices.
Membrane Keyboard Protection

Main Threats to Membrane Keyboards
When I design or select a membrane keyboard, I always consider the main threats that can compromise its performance. In my experience, both environmental and mechanical factors play a significant role in the lifespan and reliability of any rubberdome-based input device.
- Dust, dirt, and moisture often find their way into the smallest gaps. These contaminants can cause the membrane layers to degrade, leading to key malfunctions and reduced sensitivity. I have seen keyboards fail prematurely when exposed to these elements, especially in industrial or outdoor settings.
- Chemical spills, such as cleaning agents or industrial fluids, can damage the membrane and rubberdome technology. In medical and manufacturing environments, harsh chemicals break down adhesives and overlays, causing keys to lose their tactile feedback.
- Heat and extreme temperatures accelerate wear on the membrane and rubberdome layers. High humidity can cause adhesives to weaken, while cold can make the rubberdome brittle, resulting in key failure.
- Mechanical stress, including bending, impact, and heavy usage, puts pressure on the membrane and rubberdome structure. I have observed that rough handling or frequent use in high-traffic areas leads to deformation, loss of key responsiveness, and even complete keyboard failure.
- Over time, the membrane and rubberdome layers naturally wear out. This aging process affects the reliability of each key, making the keyboard less responsive and more prone to errors.
Note: Regular cleaning with a soft, damp cloth and using a keyboard cover can help protect the membrane and rubberdome technology from dust and spills. I always advise against eating or drinking near the keyboard to prevent accidental damage.
In industrial settings, I often encounter additional threats such as vibrations, extreme temperatures, and exposure to chemicals. These environments demand membrane keyboards with robust sealing and advanced rubberdome technology to ensure consistent performance. Medical devices require antimicrobial surfaces and chemical-resistant overlays to maintain hygiene and prevent contamination. Consumer electronics, on the other hand, focus on portability and ease of cleaning, but still face risks from dust and spills.
The most common failure modes I have seen include:
- Accumulation of dust and debris, especially in outdoor use
- Damage from caustic cleaning chemicals
- Effects of high humidity and extreme temperatures
- Adhesive degradation from water exposure
- Electrostatic discharge affecting pressure-sensitive adhesives
- Discoloration of the graphic overlay due to liquid exposure
- Loosening of adhesives, allowing contaminants to enter
- Mechanical failures such as loose key contacts and poor decorative foil quality
These issues highlight why membrane and rubberdome protection is critical for any keyboard, especially in demanding environments.
Protection Ratings and Standards
To ensure a membrane keyboard can withstand harsh conditions, I always look for industry-standard protection ratings. The most recognized system is the IP (Ingress Protection) rating, defined under IEC 60529. This rating uses two digits: the first for solid protection (like dust) and the second for water resistance.
| IP Digit | Solid Protection (First Digit) | Water Protection (Second Digit) |
|---|---|---|
| 6 | Total protection against dust ingress | – |
| – | – | 7: Protection against immersion up to 1 meter for 30 min |
| – | – | 6: Protection against powerful water jets or flooding |
A membrane keyboard with an IP67 rating is dust-tight and can survive temporary immersion in water. I have used such keyboards in agriculture, maritime, and industrial settings where dust and water exposure are constant threats. Additional features like UV resistance and chemical coatings further enhance durability, making these keyboards suitable for outdoor and medical applications.
Manufacturers test the effectiveness of membrane and rubberdome protection using direct integrity testing methods. The air pressure hold test, for example, measures air leakage to detect even the smallest defects in the membrane. This level of sensitivity is crucial for applications where reliability is non-negotiable, such as medical devices or rugged industrial equipment. I have worked with teams that use ultrasonic welding and heat sealing to ensure the membrane and rubberdome layers remain intact, even under extreme conditions.
Different industries require unique protection standards:
- Medical membrane keyboards use silicone-based overlays for chemical resistance and hygiene. These overlays withstand repeated cleaning with alcohol and disinfectants, making them ideal for diagnostic equipment.
- Industrial membrane keyboards focus on robust sealing and customization. They must resist dust, moisture, and mechanical wear, often meeting strict IP and MIL-STD certifications.
- Consumer electronics prioritize low profile, ease of cleaning, and affordability. While these keyboards may not face the same harsh conditions, they still benefit from basic membrane and rubberdome protection to extend their usable life.
| Feature | Medical Industry Focus | Industrial Industry Focus | Consumer Electronics Focus |
|---|---|---|---|
| Durability | Designed for hygiene and cleaning resistance | Sealed against harsh environments | Portability and cost efficiency |
| Material | Silicone overlays for chemical resistance | Robust materials with sealing | Standard PET or PC overlays |
| Cleaning & Hygiene | High priority, withstands solvents | Focus on dust and moisture sealing | Basic cleaning, easy maintenance |
| Customization | Backlighting, tactile feedback | Custom legends, rugged sealing | Minimal customization |
| Noise | Quiet operation | Quiet preferred, durability first | Quiet for user comfort |
| Maintenance | Easy cleaning, chemical resistance | Low maintenance, durable sealing | Easy cleaning, less durable |
Tip: When choosing a membrane keyboard, I always check the IP rating and ask about the rubberdome technology used. High-quality materials and proper sealing make a significant difference in performance and longevity.
By understanding these protection ratings and standards, I can confidently select or recommend membrane keyboards that meet the demands of any environment. Proper membrane and rubberdome protection not only extends the life of the keyboard but also ensures reliable key performance, even under the toughest conditions.
Advantages of Membrane Keyboards
Durability and Spill Resistance
When I choose a membrane keyboard for demanding environments, I always consider its durability and spill resistance. The membrane structure creates a sealed barrier that protects the internal layers from dust and debris. This design helps the keyboard withstand daily wear and tear, making it a cost-effective solution for both industrial and consumer applications. The rubberdome layer adds another level of protection, absorbing impact and reducing the risk of key failure.
However, I have noticed that membrane keyboards react differently to liquid spills compared to mechanical keyboards. The continuous membrane layers can trap water, making drying difficult and increasing the risk of short circuits. Water can seep between the layers, causing multiple key failures at once. Mechanical keyboards, with their raised key design and individual switches, often handle spills better because I can remove and clean the affected parts. Despite this, the membrane keyboard remains a cost-effective option for many users due to its sealed surface, which still offers some resistance to minor spills and splashes.
Tip: I always recommend using a keyboard cover or keeping liquids away from the workspace to extend the life of any membrane keyboard.
Flexible Membrane Keyboard Benefits
The flexible membrane keyboard stands out for its adaptability and lightweight construction. I often select this type of keyboard for portable devices because the membrane layers are thin and compact. This makes the keyboard easy to carry and ideal for space-limited environments like laptops, tablets, and handheld equipment. The flexible membrane keyboard can conform to different shapes and surfaces, allowing for creative design solutions in custom projects.
Some unique benefits include:
- The flexible membrane keyboard offers a quiet keystroke and minimal noise when typing, which is perfect for offices, hospitals, and libraries.
- Its sealed membrane construction protects against dust and moisture, making it suitable for harsh or clean environments.
- The rubberdome structure provides elasticity and fatigue resistance, supporting reliable key performance even in complex settings.
- I can customize the key layout, size, and graphic overlays to match specific user needs or branding requirements.
- The flexible membrane keyboard supports multimedia functions and special keys, enhancing the user experience.
I find that the flexible membrane keyboard is not only durable but also easy to maintain. Its cost-effective design and adaptability make it a smart choice for engineers and entrepreneurs looking for reliable input solutions. The advantages of membrane keyboards, especially the flexible membrane keyboard, continue to drive innovation in modern device design.
Enhancing Functionality
Consistent Performance
When I design a flexible membrane keyboard, I focus on achieving consistent performance throughout the device’s lifespan. Membrane protection plays a vital role in this process. I have seen how a well-protected membrane prevents fouling and scaling, which are common causes of reduced efficiency and damage. To maintain reliable performance, I always recommend regular maintenance and cleaning. This removes any deposits that could compromise the membrane’s functionality.
I use pretreatment systems to reduce the load on the membrane by filtering out impurities before they reach the interface. Proper installation is another step I never skip. If I install the membrane correctly, I avoid damage from the start. I also monitor operating parameters like temperature, pressure, and flow rate. This helps me optimize conditions and prevent membrane degradation.
Here is how I ensure consistent performance in every flexible membrane keyboard project:
- Prevent fouling and scaling to protect the membrane.
- Schedule regular maintenance and cleaning to preserve functionality.
- Use pretreatment systems to remove impurities before they reach the membrane.
- Install the membrane carefully to avoid initial damage.
- Monitor temperature, pressure, and flow rate for optimal conditions.
- Test regularly to detect early signs of fouling or scaling.
- Combine these measures to maintain high efficiency, reduce energy use, and prevent premature failure.
- As a result, I deliver consistent water quality and extend the device’s operational lifespan.
By following these steps, I ensure that every flexible membrane keyboard I work with delivers reliable performance, even in demanding environments. This approach not only supports the device’s core functionality but also reduces the risk of unexpected downtime.
User Experience
I believe that user experience defines the success of any flexible membrane keyboard. When I select materials and design the interface, I prioritize tactile feedback and comfortable key activation. Tactile membrane switches offer a balance of functionality and flexibility, making them ideal for both durable and portable devices. Their multi-layer design, with pressure-sensitive adhesives and a tough top layer, ensures reliability and a satisfying user experience.
I always pay attention to customization. By tailoring the size, shape, and finish of the flexible membrane keyboard, I can meet specific user needs. Customization allows me to add features like LED indicators and unique tactile feedback, which improve usability and make the interface more intuitive. I have found that rapid prototyping helps me test and refine these features early, ensuring the final product meets user expectations.
Here are some ways I enhance user experience with flexible membrane keyboards:
- I use sharp tactile feedback to provide clear confirmation of key activation.
- I design the interface for easy cleaning and sanitation, which is essential in medical and industrial settings.
- I customize the layout, thickness, and materials to balance durability, tactile response, and integration with the device.
- I select the right membrane thickness to ensure comfortable use and reliable performance.
- I integrate visual feedback, such as LED backlighting, to support usability in low-light environments.
- I rely on rigorous testing and automated manufacturing to guarantee consistent quality and build user confidence.
Tip: Customization is not just about appearance. It directly impacts how comfortable and intuitive the keyboard feels during use.
Protective topcoats shield the membrane from environmental damage and mechanical wear. This reduces equipment downtime and supports preventive maintenance. Enhanced durability and reliability lower the maintenance burden, allowing users to focus on their tasks without worrying about device failure. I have seen how these design choices lead to higher user satisfaction and a more enjoyable experience.
In every project, I strive to create a flexible membrane keyboard that offers a seamless interface, reliable performance, and a comfortable, responsive feel. By focusing on membrane protection, customization, and tactile feedback, I deliver devices that exceed user expectations and stand up to real-world demands.
Modern Protection Technologies

Advanced Materials and Coatings
I have seen how the right materials and coatings transform the reliability of a flexible membrane keyboard. When I select advanced materials, I focus on those that extend the life of the membrane and improve its resistance to environmental stress. For example, Nafion® perfluorinated polymer stands out for its chemical and thermal stability. I use solution-casting and extrusion technologies to enhance water management and mechanical durability. Polymer treatments, such as elemental fluorine pre-treatment, reduce reactive endgroups and slow chemical degradation. Polymer dispersions with stable viscosity and improved acid capacity help me fabricate consistent membranes for high-performance keyboards.
| Advanced Material | Key Properties | Longevity Improvement Mechanism |
|---|---|---|
| Nafion® perfluorinated polymer | Chemically and thermally stable | Enhanced water management, mechanical durability, reduced fluoride ion generation |
| Polymer treatments | Reduces reactive endgroups | Decreases chemical degradation rate |
| Polymer dispersions | Stable viscosity, improved acid capacity | Consistent membrane fabrication, improved performance |
I also blend cellulose nanocrystals with poly(vinyl sulfonic acid) as a gas barrier interlayer. This approach reduces membrane thinning and suppresses chemical degradation, which I have found essential for durable flexible membrane keyboard designs.
Recent innovations in coatings have changed how I protect the membrane. I use flexible substrates and anti-microbial coatings to improve hygiene and durability. pH-responsive membranes adapt to environmental changes, offering dynamic protection. Polyurethane (PU) coatings remain my go-to for silicone buttons, especially in avionics control panels. PU resists wear and environmental factors, making it the standard for protective coatings in membrane keyboards.
- Flexible substrates and anti-microbial coatings boost durability and hygiene.
- pH-responsive membranes adjust properties for better protection.
- PU coatings provide superior resistance in demanding applications.
Sealing and Waterproofing
I always prioritize sealing and waterproofing when designing a flexible membrane keyboard for harsh environments. The membrane consists of multiple layers, including circuits, overlays, and adhesive spacers. These layers are vulnerable to moisture, dust, and chemicals. I apply protective films and coatings to block water and contaminants, preventing corrosion and electrical failures. Silicone rubber keypads and custom membrane designs offer enhanced sealing, which I rely on for tough conditions.
Retrofitting existing membrane switches with protective films or coatings helps me maintain the integrity of the membrane layers and electrical connections. Sealing techniques, such as using silicone rubber keypads, resist temperature changes, moisture, and chemical exposure. This approach extends the life of the flexible membrane keyboard and ensures reliable operation.
I have seen real-world success with advanced sealing and waterproofing. In Singapore, smart waterproofing in high-rise buildings uses self-healing materials and real-time monitoring to prevent water damage. In Germany, nanotechnology coatings protect bridges from moisture and pollutants, reducing corrosion. California’s residential developments use bio-based waterproofing for moisture control and sustainability. These examples show how modern sealing and waterproofing technologies extend the lifespan of devices and structures.
Recent advancements in membrane keyboard protection include:
- Integration of LED lighting with SideLED technology for safe operation in low light.
- Combination of membrane keyboards with displays and touchscreens using Optical Clear Adhesive bonding.
- Use of seals, UV protection, and EMC shielding to guard against dirt, water, UV radiation, and electromagnetic interference.
- Application of antimicrobial film surfaces to prevent bacterial contamination.
- Customizable protection concepts for specific environments.
I rely on these innovations to deliver flexible membrane keyboards that meet the demands of modern electronics. Modern protection technologies, such as conformal coatings and encapsulation resins, create barriers against humidity, dust, and corrosion. Contact lubricants and thermal management products further improve reliability and longevity. Enhanced packaging and product families, adapted from military and industrial standards, now support consumer electronics with higher reliability and longer life cycles.
Tip: When I design a flexible membrane keyboard, I always consider advanced materials, coatings, and sealing techniques to ensure the membrane remains protected and the keyboard performs reliably in any environment.
Protecting the input solution key membrane is essential for modern devices. I have seen how frequent use and exposure to liquids can damage the PET foil, causing malfunctions and ghost touches. When I swap membrane keys for newer designs, I notice improved reliability and easier maintenance. The latest three-layer stacks resist liquid damage and mechanical stress, which helps devices last longer and perform better. If you want to replace old membrane keypads, ask about the materials, sealing methods, and protection ratings. I always check if the design fits the application and supports consistent performance.
Tip: Before choosing a device, review its membrane protection features and ask how it handles spills, wear, and cleaning.

How Long Does Keyboard Last? Average Lifespan Guide
Understanding how long does keyboard last is not just about numbers—it’s about how design, usage habits, and environmental conditions come together over time. Whether you’re working with a membrane keyboard, a mechanical unit, or a custom membrane keyboard built for industrial use, lifespan varies widely based on real-world factors. How long do keyboards last? Most ...
Difference between Mechanical Keyboard and Membrane Keyboard
Choosing between different keyboard technologies is no longer a simple matter of preference. As user expectations continue to evolve—especially in gaming, office productivity, and industrial control systems—the underlying structure of a keyboard plays a decisive role in performance, longevity, and overall user satisfaction. Understanding the difference between mechanical keyboard and membrane keyboard allows buyers and ...
Top Advantages of Using an LGF Membrane Switch in Modern Electronics
Electronics have advanced rapidly over the years. The buttons and controls people use every day have also quietly advanced. Today, thin panel-based controls are replacing old, bulky buttons in almost every industry, and for good reason. Even Lighting Across Every Key Older backlit panels always had that annoying problem of bright spots near the light ...
Contact us online