
Backlit Membrane Switches – High-Quality Backlit Keypads
Backlit Membrane Switches – High-Quality Backlit Keypads
We provide reliable backlit membrane switches with long service life, stable backlight, and customizable design to fit your device control panel.

What are backlit membrane switches?
Backlit membrane switches are low-profile control interfaces that combine printed circuitry with integrated lighting. They allow users to see and operate equipment in low-light or dark environments. A backlit membrane switch blends tactile control with internal illumination in a single sealed structure.
At its core, a backlit membrane switch is a layered assembly. It includes a graphic overlay, circuit layers, spacer adhesive, and a lighting element. The lighting may use LEDs, light guide film, or electroluminescent sources. The goal is simple. Provide clear key visibility and reliable switching in one compact unit.
A backlit membrane switch panel often appears in medical devices, industrial control systems, and communication equipment. The illuminated graphics improve usability. Operators can identify keys fast. Errors are reduced. Productivity improves.
Unlike bulky mechanical keypads, a backlit membrane is slim and lightweight. It can be sealed against dust and moisture. This makes it suitable for harsh settings. The smooth surface is easy to clean. That is critical in medical and food processing applications.
An LED backlit membrane switch is now the most common type. LEDs offer stable brightness and long life. They consume low power. Designers can choose different colors to match brand identity or signal status. A membrane switch with LED lighting also supports zone lighting. That means only selected keys glow when active.
A well-designed membrane switch backlight feels seamless. Users do not see hot spots or dark areas. The illumination appears smooth and professional. This refined appearance enhances the overall value of the equipment.
At Yu An Electronics, we engineer each backlit membrane switch with precision. Our design team studies the product’s working environment first. We consider brightness level, viewing angle, and power input. Then we build a reliable lighting structure around those needs. This process ensures the backlit membrane switches meet both performance and visual standards.
In short, these switches are not only functional parts. They are a visible interface between people and machines. Good lighting makes operation intuitive and confident.
Why use backlit membrane switches?
Modern equipment often works around the clock. Many environments have low ambient light. Think about hospital wards at night or outdoor control panels. In these cases, clear visibility is essential.
Backlit membrane switches provide that clarity. They improve user confidence. They enhance safety. They reduce operational mistakes.
Here are key reasons manufacturers choose a backlit membrane switch:
- Enhanced visibility in dim or dark conditions
- Improved product appearance and perceived quality
- Clear status indication with multi-color lighting
- Compact structure without adding extra components
- Long service life with stable illumination
Lighting also strengthens brand identity. A backlit membrane switch panel can glow in specific colors. Blue may signal standby. Green may show normal operation. Red may warn of an issue. These visual cues are instant and effective.
From a design perspective, integrating the membrane switch backlight inside the keypad saves space. There is no need for external lamps. The final product looks clean and modern. The lighting becomes part of the interface itself.
Another reason is durability. A sealed backlit membrane protects internal circuits from dust and moisture. Traditional mechanical switches are more exposed. In harsh industrial conditions, that difference matters.
Energy efficiency is also important. LED backlit membrane switch designs use minimal power. That supports battery-powered devices. It also lowers heat generation. Lower heat means longer component life.
In consumer electronics, lighting adds emotional appeal. A softly glowing backlit membrane feels advanced. It attracts attention. It encourages interaction. Users remember the experience.
At Yu An Electronics, we often help customers upgrade standard keypads to backlit membrane switches. The transformation is immediate. The device looks more professional. The interface becomes clearer. The product stands out in a competitive market.
Simply put, illumination adds both function and value. It is a practical enhancement with strong visual impact.

What are benefits of backlit membrane switches?
The advantages go beyond visibility. A well-engineered backlit membrane switch delivers technical and commercial benefits.
First, the structure is thin. This supports compact device design. Many modern products demand slim profiles. A backlit membrane meets that requirement without sacrificing performance.
Second, it offers flexible design options. You can shape the keys freely. You can print complex graphics. You can integrate logos and icons. The membrane switch backlight highlights these elements beautifully.
Third, durability is impressive. Quality backlit membrane switches withstand millions of actuations. The lighting system, especially LED based, maintains brightness for years.
Key benefits include:
- Slim and lightweight construction
- Strong sealing against dust and moisture
- Custom shapes and graphic design freedom
- Long operational life
- Low power consumption
- Stable illumination performance
Another benefit is integration. A backlit membrane switch panel can combine tactile domes, surface LEDs, and even connectors in one assembly. This reduces assembly steps for the device manufacturer. Fewer parts mean fewer potential failures.
Cleaning is easy. The smooth overlay surface resists chemicals and wear. In medical or laboratory settings, hygiene is critical. A sealed backlit membrane helps maintain strict standards.
Cost control is another positive factor. Although lighting adds complexity, large-scale production keeps costs reasonable. The added value often exceeds the incremental expense.
User satisfaction also improves. Clear, evenly lit keys reduce frustration. Operators feel confident when pressing a key. Feedback is clear. Visibility is immediate.
At Yu An Electronics, we refine each design for optimal brightness and uniformity. We test samples under different light conditions. We check contrast and readability. This detailed validation ensures the final product performs as expected in real scenarios.
In short, the benefits combine engineering efficiency with user comfort. That balance makes the solution attractive across industries.
How do backlit membrane switches work?
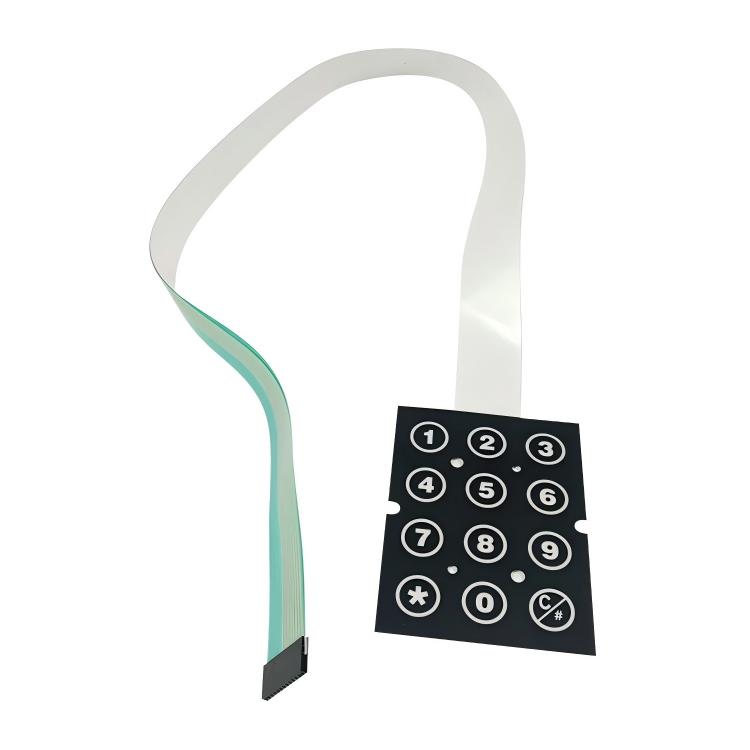
A backlit membrane switch contains multiple layers. Each layer has a specific function. The graphic overlay is the top layer. It displays text, symbols, and logos. Beneath it lies the circuit layer. This printed circuit carries electrical signals.
Between the upper and lower circuits sits a spacer. When the user presses a key, the top circuit contacts the bottom circuit. The signal closes. The device responds.
The membrane switch backlight sits either below the circuit layer or integrated within it. In an LED backlit membrane switch, small surface-mount LEDs are placed strategically. These LEDs connect to the power supply through printed traces.
Light diffusion is crucial. Without diffusion, bright spots appear directly above each LED. To prevent that, designers add a light guide film or diffuser layer. This spreads light evenly across the backlit membrane.
The working flow is simple:
- Power reaches the LED array.
- LEDs emit light.
- Diffuser spreads the light.
- Light passes through transparent areas of the overlay.
- Printed opaque areas block unwanted light.
This controlled illumination highlights only specific icons or keys.
Brightness can be adjusted by changing resistor values or using pulse width modulation. Some advanced systems allow dynamic lighting control. Keys may light up only when needed.
Heat management is also considered. LEDs generate minimal heat, but proper layout ensures safe operation. Good circuit design prevents voltage imbalance.
At Yu An Electronics, our engineers simulate light paths before production. We analyze brightness uniformity. We adjust LED placement if necessary. This proactive approach avoids redesign later.
A backlit membrane switch panel must balance electrical stability and optical clarity. When designed correctly, it delivers consistent performance over years of use.

How to customize backlit membrane switches?
Customization is one of the strongest advantages of this technology. Every device has unique requirements. A standard solution rarely fits all.
Customization begins with application analysis. Engineers ask key questions. Where will the device operate? What is the light condition? Is it indoor or outdoor? What is the power supply?
Key customization options include:
- Lighting color and brightness level
- Tactile or non-tactile key response
- Key layout and shape
- Surface finish, matte or glossy
- Connector type and cable length
- Environmental sealing level
A backlit membrane switch panel can include embossing to guide fingers. Metal domes can add tactile feedback. Window transparency can be adjusted for better contrast.
For branding, logos can be backlit selectively. This creates a strong visual identity. Many customers choose multi-color LED backlit membrane switch designs to signal different operating modes.
Material selection also plays a role. Polycarbonate and polyester overlays are common. Each offers different flexibility and durability. Selection depends on operating cycles and chemical exposure.
At Yu An Electronics, we provide full OEM and ODM services. Our team supports graphic design, circuit layout, and prototype validation. We share technical drawings for approval before tooling.
Rapid prototyping helps verify performance. Customers can test brightness and tactile feel. Feedback is incorporated quickly. This collaborative process ensures the final backlit membrane meets expectations.
Customization transforms a basic interface into a signature feature. It aligns functionality with product personality.
What materials are used in a backlit membrane switch panel?
Material choice affects durability, brightness, and overall feel.
The top layer is usually polyester or polycarbonate. Polyester offers longer flex life. Polycarbonate is cost effective and easy to print. Both can support membrane switch backlight transparency.
Below the overlay, printed conductive ink forms the circuit. Silver or carbon ink is common. The spacer layer uses pressure-sensitive adhesive. It maintains proper key travel distance.
For lighting, surface-mount LEDs are widely used. A light guide film helps distribute light. Diffuser sheets soften brightness.
Typical material structure includes:
- Graphic overlay (polyester or polycarbonate)
- Printed circuit layer
- Spacer adhesive
- Bottom circuit layer
- LED lighting system
- Rear adhesive layer
Adhesives must withstand temperature variation. They must maintain bonding strength over time. High-quality adhesives prevent delamination.
At Yu An Electronics, we source certified materials. Each batch undergoes inspection. We test adhesion strength and print accuracy. Quality control ensures consistency.
Proper material selection ensures that the backlit membrane switches remain reliable in demanding conditions.
How can you ensure even lighting in a backlit membrane?
Even lighting defines premium quality. Uneven light creates shadows and bright spots. That reduces visual appeal.
To achieve uniform illumination, designers focus on LED placement. Distance between LEDs must be optimized. Too close increases cost. Too far creates dark areas.
Diffuser layers play a key role. They scatter light before it reaches the overlay. Light guide films help channel light efficiently.
Best practices include:
- Strategic LED spacing
- Use of high-quality diffuser film
- Balanced resistor design
- Controlled printing opacity
Printing also affects light distribution. Transparent windows must align precisely with LEDs. Opaque ink blocks excess light.
Prototyping is essential. Engineers test brightness in dark rooms. They measure lux levels across the surface. Adjustments follow based on data.
At Yu An Electronics, we treat light uniformity as a priority metric. Our team reviews optical performance before mass production. This ensures each backlit membrane delivers a clean and professional glow.
Where are backlit membrane switches used?
Backlit membrane switches serve a wide range of industries. Their versatility makes them ideal for both professional and consumer products.
Common applications include:
- Medical equipment and diagnostic devices
- Industrial automation panels
- Communication systems
- Security and access control units
- Home appliances
- Fitness equipment
- Transportation dashboards
In medical settings, clear illumination supports night operation. In factories, illuminated keys improve safety. In consumer electronics, glowing controls enhance user experience.
A backlit membrane switch panel often becomes the main human-machine interface. It must look refined. It must function reliably. Lighting supports both goals.
At Yu An Electronics, we supply customized backlit membrane switches to global clients. Our experience spans industrial, medical, and commercial sectors. Each project follows strict quality standards. We focus on stable performance and consistent brightness.
Summary:
backlit membrane switches combine visibility, durability, and design freedom. They enhance product usability and visual appeal. With proper engineering, they deliver long-term reliability and a polished interface. If you are planning a new project or upgrading an existing keypad, a customized solution can elevate your product immediately.
For professional consultation and samples, please contact us at sales@best-membraneswitch.com

Membrane Switch with LED, Customized LED Membrane Switches
Our LED membrane switches provide bright, even backlighting, long lifespan and reliable performance for control panels in dark environments. What are LED membrane switches? LED membrane switches are advanced user interface panels that combine a flexible membrane circuit with integrated light sources. The structure looks simple from the outside. Inside, it is a layered system ...

Click Touch Membrane Switch, Premium Membrane Switch with Tactile Click Response
Our click touch membrane switch provides clear tactile click response, stable performance and long service life, ideal for control panels requiring obvious touch feedback. What is a click touch membrane switch? A click touch membrane switch is a pressure-activated interface designed to deliver a clear, physical response each time a key is pressed. Unlike flat ...
Tactile Dome Switch – For Electronics & Control Panel Design
Our tactile dome switch delivers crisp tactile feedback and reliable precision actuation, with industrial-grade durability for small device control panels. Custom sizes available for your design needs. What is a tactile dome switch? A tactile dome switch is a compact switching component used in electronic interfaces where clear feedback matters. It delivers a sharp, physical ...
Contact us online